
 Continuando sobre as praticas de mercado no mundo das fresadoras, nesse parte vamos tratar sobre materiais que quanto a fresagem permanecem como sólidos.
Continuando sobre as praticas de mercado no mundo das fresadoras, nesse parte vamos tratar sobre materiais que quanto a fresagem permanecem como sólidos.
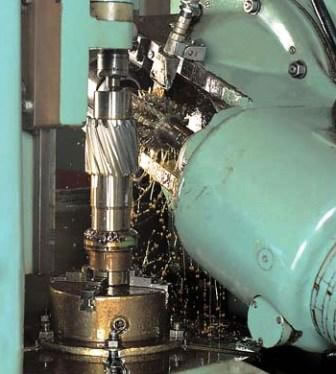
Hoje, muitas empresas que trabalham com usinagem, estão procurando as melhores praticas para se dar melhor em um mercado competitivo como a situação atual. Vamos ver sobre usinagem em objetos sólidos, neste artigo.
Como trabalhar usinagem com materiais mais rígidos
Em adição ao custo e a vida útil da ferramenta, um outro fator que afeta a escolha de usinagem a materiais sólidos é a peça de trabalho. Às vezes, um fluido de corte pode manchar a peça ou contaminá-lo. Considere um implante na ferramenta de usinagem, tal como uma junta de bola para um quadril maquinário. Fluidos são indesejáveis onde há o medo de contaminação.
A adequação da peça de trabalho para um processo com materiais sólidos também depende do tipo de material. Um fluido de corte pode ser supérfluo para cortar a maioria das ligas de ferro fundido, e carbono e aço ligado, por exemplo.
Estes materiais são relativamente fáceis de trabalhar e assim de conduzir calor, permitindo que os chips para levar a maior parte do calor gerado. A exceção é o aço de baixo carbono, que se torna mais adesivo como o teor de carbono cai. Estas ligas podem precisar de um fluido, como um lubrificante para impedir a soldadura.
Fluidos de corte, normalmente, não são necessários quando a maioria das ligas de alumínio usinagem por causa das temperaturas de corte relativamente baixas. Em situações onde a soldagem de chips ocorre com estes materiais, ângulos de corte altamente positivos e arestas vivas que o material de cisalhamento geralmente resolver o problema. No entanto, refrigeração de alta pressão pode ser útil quando o corte ligas de alumínio em altas velocidades, onde um jato de ar simples não é suficiente para ajudar a quebrar e evacuar fichas.
Usinagem de aços inoxidáveis seca é um pouco mais difícil. O calor pode causar problemas nestes materiais. Pode excesso de temperamento ligas martensíticos, por exemplo. Em muitas ligas de austenítico, também calor não flui bem a partir da zona de corte para os chips condutividade térmica porque tende a ser baixo. Superaquecimento na vanguarda, portanto, pode reduzir a vida útil da ferramenta por uma quantidade inaceitável. Outra razão que os fluidos de corte são geralmente necessários para o corte de aço inoxidável que é muitas ligas são gomoso, o que significa que têm uma propensão para provocar uma acumulação ao longo da aresta de corte que conduz a um acabamento de superfície pobre.
Por uma série de materiais, usinagem a seco raramente é uma opção.
Ligas de alta temperatura que compõem toda uma classe de materiais que precisam de fluidos de corte. Cortar em ligas de níquel e à base de crómio, em particular, produz temperaturas extremamente altas que requerem um fluido de corte para dissipar o calor. A lubricidade de um fluido também mantém a geração de calor a um nível mínimo.
Jonathan Silva